|
PRACTICAL CONSIDERATIONS
Cutting the vacuum runners into the die
Adequate vacuum runners must be cut into the die from the casting parts or overflows to the vacuum valve or chill vent. To ensure the best evacuation, the runner sections should be dimensioned adequately. The main runner section, the sum of the side runner section and the total gate section should all be similar to or slightly bigger than the critical evacuation section.
Maintenance
Since not only gas but also dirt, die release agent, and ash have to be evacuated through the evacuation device a certain amount of maintenance is needed. A high-speed valve has high precision moving parts, and VDS recommends carrying out maintenance after 5000 shots to prolong valve life and ensure product consistency (but there have been many instances of customers’ successfully putting off maintenance until more than 20,000 shots). Acting on the following points will keep long-term maintenance costs low.
Design for low maintenance
- For easy and quick maintenance, the valve mechanism should be made of a small number of large components
First the parts won’t break so easily and second, cleaning will be easier and quicker.
- The mechanism should be designed for low friction, with suitable low-wear materials.
Each failure or broken part will increase maintenance costs while also stopping production.
- Choose a valve with a reliable mechanism
Mechanisms and their reliability differ greatly from one valve to the other. A careful risk analysis of the closure mechanism makes it possible to determine what the failure potentials are, and if the valve is reliable.
- Choose valve runners that guarantee reliable closure
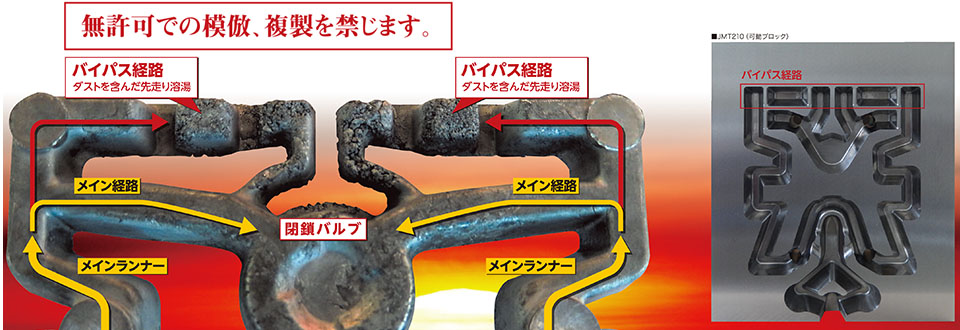
The shape of the vacuum channels strongly affects reliability. Incoming metal at very high speed shows an atomized metal front. The front should be directed towards a “security zone” where it is imprisoned, and then should be conducted as late as possible near the evacuation piston. Such an arrangement can much reduce the incidence of failures.
|
|

[FIGURE 1] JMT VACUUM VALVE
|
Figure 1 show the two half blocks of a vacuum valve. The vacuum channels have been cut on the ejector-side of the die according to a special shape for high security.
VDS strongly recommends cutting the vacuum channels on the side opposite to that carrying the closure mechanism. This ensures that the heat removed from the liquid metal will mainly escape without disturbing the high precision mechanism.
Use operating practices that reduce maintenance
- Use a long and powerful blow-out procedure
The blow-out serves two purposes, the first being to cool the valve’s internal mechanism and the second to clean it. Therefore it is recommended to use a strong flow of air during blow-out, and to maintain it throughout the whole die lubrication operation.
|